Production monitoring requires high-speed measurements with great precision and optimum performance. During the process, various physical parameters relating to material are tested to ensure that a high-quality product is manufactured. These parameters include the travel range between an object and a reference position or the dimension of the object. If there is any deviation from the required specifications, it costs money and time to the manufacturer. A non-contact measuring instrument such as a laser sensor is a rational and economical solution to comply with regulations, conditions, standards and parameters. For this reason, there are different configurations of laser sensors available in the market for detecting the presence, determining the targets’ profile and measuring dimensions.
In this article, we are going to discuss the types of measurements that can be performed using laser sensors and the ideal sensor configuration for the measurements.
Precise Thickness Measurement of Strips and Sheets
Optical methods based on laser triangulation are advantageous for measuring thickness when compared with other methods, most importantly because of their wear-free approach. A laser line triangulation sensor, also known as a profile sensor, is the ideal choice in this case. The laser thickness sensor extends a laser spot to a line and obtains the measurement from a best-fit line through the cloud of points produced by itself. Additionally, it carries out an exact geometrical measurement in relation to the strip surface, irrespective of the condition of the material.
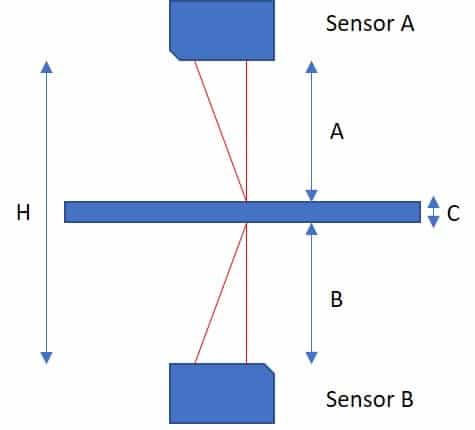
To measure thickness, two laser sensors are mounted opposite each other on the manufacturing site. The standard thickness equation to calculate the final thickness after noting all the required readings is:
t = H – (A + B)
where H is the total gap between sensors, t is the targeted thickness and A & B are the respective gaps of the target from sensor 1 and sensor 2.
The output from the sensor is then multiplied by its sensitivity factor to get the final thickness value.
To keep a constant sensor distance for differential thickness measurement, the C- and O-Frame Systems are utilised. The sensors are fixed on an upper and a lower arm in the C-frame, and the frame moves as a unit to reach the measurement position. The C-frames are best suited for applications involving narrow strips. The O-frame-shaped sensors, on the other hand, are more compact and utilised when the installation space is less.
A laser thickness sensor can be employed to measure thickness in aluminium strips, glass, wood, laminate sheets and other applications to recognise undulations and provide information on the problems that occur during processing.
Gap Measurement to Prevent Misalignment
During bonding, positioning or welding of components, even the parts that are only slightly misaligned can cause large deviations in the corresponding gap size. If the gap satisfies a technical or visual requirement, it is important to check its course with respect to the size. A point laser sensor and a laser scanner would be ideal for performing gap measurements.
A laser sensor is able to measure very precisely on direct reflecting materials. Due to its small measuring spot, it detects each gap position reliably. The sensor projects a laser beam that is enlarged to form a static laser line onto the target and reflected onto a CMOS detector. The measured values are then designated as a profile in a fixed two-dimensional coordinate system with respect to the sensor. The gap measurement sensor evaluates this profile according to specified criteria and outputs the gap value via the interfaces.
Depending on the inspection situation, a single scanner applied on a robot arm can measure different gaps in a static or dynamic mode. The sensor then evaluates the measurement values and sends a signal to the control system, to verify if the values lie within the tolerances defined by the customer. A gap measurement sensor can be utilised in various applications such as automobile interiors, bearings, and many glass materials.
Position and Displacement Measurement
Displacement is measured in almost all application areas to measure the geometric properties of a component. In order to align, fit or adjust the placement of the component, position measurement is performed. In fact, both position and displacement measurement go hand in hand in a production system. This is due to the fact that the sensors transmit the displacement information to the controller or perform complete system regulation with its signals.
In seam welding applications, laser sensors based on the time-of-flight principle are used. They enable precise positioning and displacement measurement of the robots in the production line to monitor an operation. The sensors are particularly suitable for these and other comparable applications due to their short response time.
In transparent objects such as plastics, adhesives and glass, a blue laser inspects the position of parts. The sensor uses a blue-violet laser beam that does not penetrate the measurement object due to its shorter wavelength. Due to the sharp projection of the light spot, the measurements are more stable and precise.
Hence, an upsurge in the popularity of Laser sensors is observed in recent years. This is due to the fact that they are widely available in a wide range for almost every displacement measurement requirement. Check out our laser sensor selection guide, if you are unsure about the type of laser sensor that might suit your requirements.
To get a complete overview of the laser sensors, check out this post.