Infrared thermography is a non-contact sensor used for measuring the surface temperature of objects using the infrared radiation principle. This non-contact sensor exerts zero influence on the measurement objects and therefore, it offers a long service life and requires little maintenance. An infrared thermography sensor can be used for in-line monitoring such as in production lines due to its compactness and high response time to detect fast-moving objects.
Generally. infrared thermography sensors are available as thermal imaging camera, single point infrared thermometer / pyrometer and ratio pyrometer. These temperature sensors are commonly available with different operating wavelengths for measurements in different applications. Choosing the suitable products often relies on the requirement from the users, whether they are looking to obtain true temperature of the objects or obtain the temperature distribution of the objects.
Infrared operating principle
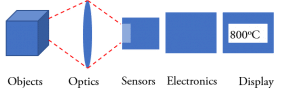
The infrared sensors measure temperature based on infrared radiation emitted by every object at a temperature above absolute zero. The radiation energy emitted by the object is proportional to its intrinsic temperature. This energy is captured through the optics in the pyrometer and generates an electrical signal proportional to the radiation energy by focusing the beams on a detector element.. The signals are processed and amplified to generate output signals that directly translate to temperature. The data can be captured onboard or remotely via a temperature data logger, mobile data acquisition unit or wireless temperature logger.
Planck’s radiation law describes the correlation of spectral radiation of a black body into space depending on its temperature and wavelength. The equation has been simplified as per Stefan-Boltzmann’s law to define the relationship between the electrical signal (U) from the detector and object temperature (T).
U~εT^4
The correlation above shows the significance of the object emissivity (ε) on object temperature. A black body has an emissivity value of 1, but in reality, the emissivity of real objects is less than 1 as it emits less infrared radiation than the black body. Emissivity highly depends on the materials, surface temperature, wavelength and measuring arrangement. Measurement errors of up to 10% may occur as a result of using the wrong emissivity value.
Infrared thermography selection
Selecting the appropriate technology should start by understanding the behaviour of the measured objects to ensure that the sensors are designed to measure within the wavelength where measurement error is at the minimum.
Users should also consider the size of the objects to be measured to ensure that the objects can fit within the pyrometer field of view. If you are looking to measure small objects, it would be more feasible to use single point infrared pyrometers with small measurement spot size. This is based on the assumption that the surface temperature of small objects is uniform, regardless of its location. However, if users are looking to measure on large objects, they need to decide whether they are interested in acquiring the temperature data point at any one location or the surface temperature distribution of the objects for hot spot / cold-spot identification. The latter measurement can be better performed with a thermal imaging camera.
Here are some examples the changing wavelength and emissivity required for different objects
Metals
Metals and hot glowing metals exhibit a large amount of radiation energy that is measurable at the spectral range close to the visible light. Therefore, measuring the temperature of metallic materials should be done at this spectral wavelength in which the metals exhibit a relatively high emissivity to minimise measurement error. The optimum is generally achieved at a wavelength of 0.8 – 1 µm.
Plastics
For plastic materials, optimal results are achieved when measurements are taken at a wavelength where the transmissivity of plastics is negligible. The thickness of plastics should also be taken into consideration as thin materials are more transmissive than thick plastics. The optimal wavelength range can be determined by testing the plastics materials. This can be from 3.43 µm for thin plastics or between 8 and 14 µm for thicker ones.
Glass
Using an infrared thermography sensor to measure glass temperature requires careful selection of wavelength range to facilitate the measurement of the temperature of different layers of glass surfaces. Generally, a shorter wavelength of 1 µm to 3.9 µm is appropriate for measuring the temperature of the deeper layer. For surface temperature, an operating wavelength of 5 µm is recommended. A longer wavelength between 8 and 14 µm can be considered if the glass temperature is low enough. However, the glass emissivity should be adjusted to around 0.85 to compensate for the reflection.
Applications of Infrared Thermography in industry
Test and measurement
The infrared technology offers fast measuring and precise temperature measurement that is crucial for the research and testing applications in the industrial and academic laboratory. Researchers have reportedly used infrared cameras, infrared thermometers and multi-colour pyrometers to capture the temperature of individual particles in coal combustion reactors in an attempt to understand the transient phenomena behind combusting coal particles to practically design a new low-emission burner technology. This infrared technology can capture the transient changes that occur in milliseconds which are unable to be measured with a conventional thermocouple. In industrial environments, it is a qualified and approved sensor technology to measure, monitor and control process temperature.
Injection moulding
Temperature determines the quality of the finished products in injection moulding or 3D-printing applications. Getting the temperature correct is crucial to ensure that the manufactured products are free of defects. This particularly holds true for the manufacturing of automotive products where tiny dents or defects are not tolerated. The thermal imager has been used in an online system to measure the surface temperature distribution of the products. It can be integrated with the PLC system to automatically reject the assemblies if the measured temperature is not within the standardised range.
Manufacturing

In the manufacturing industry, the temperature is one of the parameters that greatly affects the quality of the manufactured products. For example, the quality of the finished glass products highly depends on the temperature of the molten glass. A special thermal imager for glass temperature monitoring has been developed for this measurement purpose. In the metals industry, monitoring the temperature of the molten metals is essential to correctly maintain the process temperature during casting. This requires a special infrared sensor that offers a suitable spectral range and fast response.
Condition monitoring
Thermal imaging camera is one of the most sought-after technologies as a preventive maintenance tool in industrial process applications. It can be used for condition monitoring applications to detect hot spots on crucial process equipment such as pumps. Hot spots generally indicate problems in the machinery which could be caused by loose screws, wear of bearings or overheating. Early detection of problems allows the repair and maintenance of equipment before a catastrophic failure occurs which may save the company lives and money. This can be easily performed with handheld pyrometers as the maintenance staff can easily carry it around to perform the measurement.